
Stainless Steel Pipe Welding: Defects and Prevention
Stainless steel pipe welding is an important skill in many industries like construction, food processing, chemical plants, and oil and gas. Doing it right ensures strong, leak-free pipes that last a long time. This article covers the main welding processes, key points to watch, common problems, and how to avoid them. We explain everything in simple terms so you can apply these ideas in real work.
Also Read: Air Curtains Boost Restaurant Efficiency and Guest Comfort
Common Welding Processes for Stainless Steel Pipes
Several welding methods work well for stainless steel pipes. Each one has its own strengths depending on pipe thickness, position, and project needs.
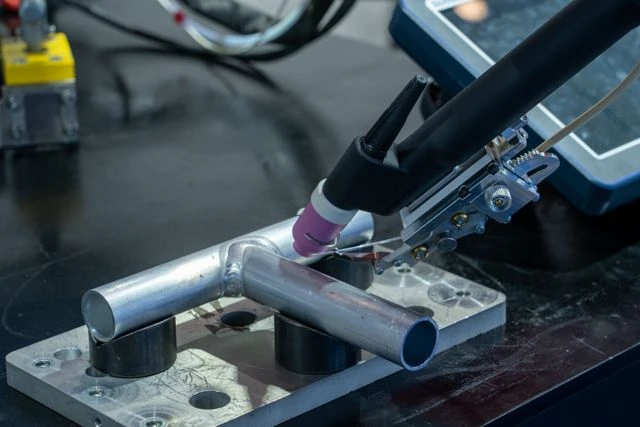
TIG welding, also called GTAW, is one of the most popular choices. It uses a tungsten electrode and filler rod. This process gives clean, precise welds with good control. It works great for thin to medium pipes and delivers high-quality results with low heat input. Many professionals prefer TIG for stainless steel because it reduces the chance of distortion and keeps the material’s corrosion resistance intact.
MIG welding, or GMAW, is faster and easier for thicker pipes. It uses a wire electrode that feeds automatically. This method is good for larger projects where speed matters. However, it needs careful gas selection to protect the weld from contamination.
Stick welding, known as SMAW, is simple and works in outdoor or rough conditions. It is useful for repair work or when other equipment is not available. The downside is more cleanup after welding due to slag.
Submerged arc welding suits very thick pipes in factory settings. It offers deep penetration and high speed but is less common for small jobs.
Each process requires the right equipment, shielding gas, and filler material matched to the stainless steel grade, such as 304 or 316.
Key Points for Successful Stainless Steel Pipe Welding
Good preparation is the first key step. Clean the pipe surfaces thoroughly before welding. Remove oil, dirt, grease, and oxides using a dedicated stainless steel brush or grinder. Any contamination can cause defects later.
Choose the correct filler metal. It should match or slightly overmatch the pipe’s grade to maintain strength and corrosion resistance. For example, use 316 filler for 316 pipes.
Control heat input carefully. Stainless steel expands and contracts with heat, so too much heat can cause warping or loss of corrosion resistance. Use lower amperage settings and faster travel speeds when possible.
Maintain proper shielding gas flow. Argon or argon-helium mixes work best for TIG and MIG. The gas protects the weld pool from air, which can cause oxidation. Check gas flow rates and make sure there are no leaks in the torch or lines.
Pay attention to joint design. Bevel the pipe edges for thicker materials to allow good penetration. Keep a consistent gap between pipes for even welds.
Welding position matters too. Flat positions are easiest, but you often need to weld in horizontal, vertical, or overhead positions. Practice and proper technique help achieve consistent results in all positions.
Post-weld cleaning is essential. Remove heat tint (discoloration) using pickling paste or mechanical brushing. This step restores the stainless steel’s natural corrosion resistance.
Common Welding Defects in Stainless Steel Pipes
Even experienced welders can run into problems. Knowing the common defects helps you spot them early.
Porosity appears as small holes in the weld. It usually happens when gas gets trapped during cooling. Causes include dirty surfaces, wrong gas flow, or moisture on the material.
Cracks are serious defects that can lead to leaks or failure under pressure. Hot cracks form during cooling, while cold cracks appear later. They often result from high stress, wrong filler metal, or rapid cooling.
Lack of fusion means the weld metal did not properly join with the base pipe. This creates weak spots. It commonly occurs with low heat input or poor technique.
Lack of penetration happens when the weld does not reach deep enough into the joint. Thick pipes or fast travel speeds can cause this issue.
Oxidation or sugaring shows as a dark, rough layer on the back side of the weld. It reduces corrosion resistance and happens when the back of the pipe is not protected with shielding gas.
Distortion or warping bends the pipe out of shape due to uneven heating and cooling.
These defects not only weaken the pipe but can also cause costly rework or safety issues in finished systems.
How to Prevent Common Defects
Prevention starts with good planning and follows through during and after welding.
To avoid porosity, always clean the pipe and filler rod well. Use dry storage for materials and maintain steady gas coverage. Increase gas flow slightly in windy conditions.
Prevent cracks by preheating thick pipes when needed and using the correct filler material. Control the cooling rate by covering the weld with insulation blankets if necessary. Avoid forcing the pipe into position during fit-up, which adds extra stress.
For better fusion and penetration, use the right current settings and travel speed. Practice multi-pass welding on thick joints and ensure each pass cleans properly before the next one.
To stop oxidation on the back side, use backing gas or purge the inside of the pipe with argon. This is especially important for food-grade or high-purity stainless steel pipes.
Minimize distortion by using clamps and fixtures to hold pipes in place. Weld in a balanced sequence around the pipe instead of completing one side fully first. Lower heat input and smaller weld beads also help.
Regular equipment checks prevent many problems. Inspect torches, cables, and gas regulators before starting work. Train welders on stainless steel specific techniques since it behaves differently from carbon steel.
Best Practices and Tips for Stainless Steel Pipe Welding
Follow these practical tips to improve your results.
Work in a clean area away from carbon steel dust and sparks. Cross-contamination from other metals can start rust later.
Use dedicated tools for stainless steel only. This includes brushes, grinders, and clamps that never touch regular steel.
Monitor interpass temperature. Keep it below the maximum recommended level to protect the material properties.
For orbital welding on pipes, automatic systems give consistent results with less operator fatigue. They are great for repetitive jobs in factories.
After welding, perform visual inspections and non-destructive tests like dye penetrant or X-ray when required by codes.
Document your welding procedures. This helps maintain quality across different projects and operators.
Safety is always important. Wear proper protective gear, ensure good ventilation, and follow electrical safety rules when using welding machines.
Staying updated with new techniques and equipment also improves efficiency and weld quality over time.
Why Proper Welding Matters
Strong stainless steel pipe welds keep systems safe, efficient, and long-lasting. Poor welds can lead to leaks, contamination, or sudden failures that cost time and money to fix. By focusing on the right processes and defect prevention, you reduce risks and deliver better results.
Whether you are working on a small repair or a large industrial installation, these key points provide a solid foundation. Practice and attention to detail will help you master stainless steel pipe welding.
For high-quality stainless steel pipes and expert support on your projects, visit https://www.hnyasco.com/.
Taking time to prepare, weld carefully, and clean properly makes all the difference. Apply these guidelines consistently, and your stainless steel pipe welds will meet the highest standards in strength, appearance, and performance.





